


cnc加工中心刀具長度補償
時間:2016-03-22 11:18來源:山東海特數控機床
什么叫cnc加工中心刀具長度補償功能
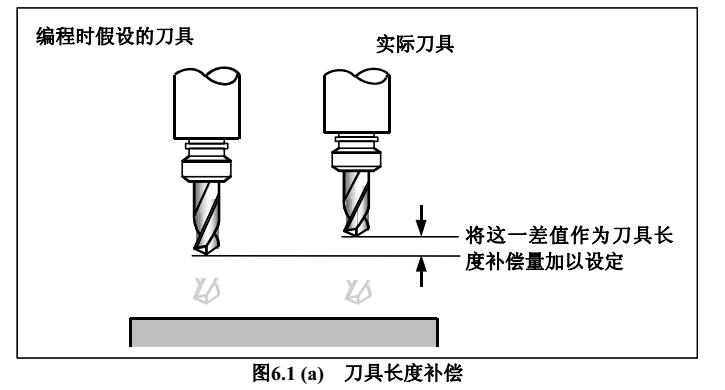
通常加工一個工件要用幾個刀具。每個刀具都具有其不同的長度。根據刀具而改變程序,一件非常麻煩的事情。因此,通過事先測量每個刀具的長度,例如,在CNC上設定與標準刀具之差,即使在換刀后,也可不必改變程序地進行加工。此功能叫做刀具長度補償功能。
通常加工一個工件要用幾個刀具。每個刀具都具有其不同的長度。根據刀具而改變程序,一件非常麻煩的事情。因此,通過事先測量每個刀具的長度,例如,在CNC上設定與標準刀具之差,即使在換刀后,也可不必改變程序地進行加工。此功能叫做刀具長度補償功能。
把編程時假設的刀具長度值與實際進行加工時使用的刀具長度值之間的偏移設置到偏置存儲器里,就可不用修改程序地補償刀具長度值的偏移。
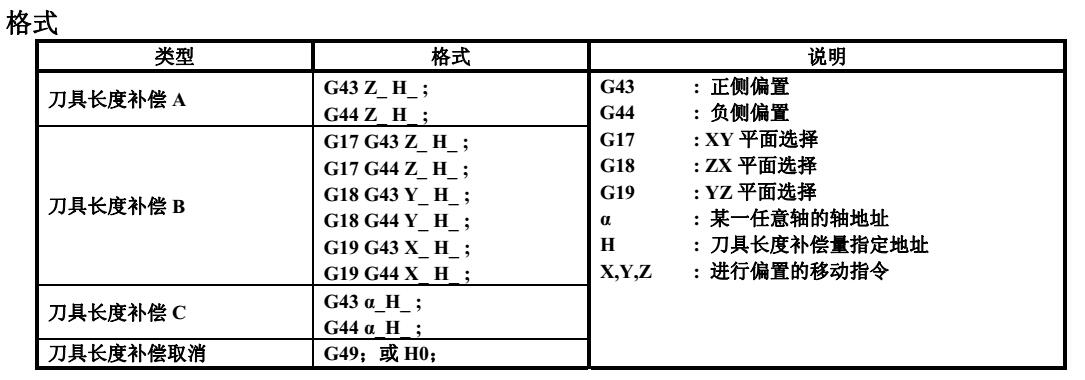
通過G43,G44指定偏置方向,通過緊跟在刀具長度補償量指定地址后的編號(H代碼),指定設定在偏置存儲器中的刀具長度補償量。
cnc加工中心刀具長度補償方法
根據可以進行刀具長度補償的軸的種類,使用如下三種刀具長度補償的方法。
刀具長度補償A: 補償沿基本Z軸方向的刀具長度值。
刀具長度補償B:補償所選平而的垂丸方向的刀具長度值。
刀具長度補償C:補償沿指定軸方向的刀具長度值。
選擇刀具長度補償的種類
通過參數TLB,TLC(No.5001 # 1,#0)來指定刀具長度補償A,B,C的任何一個。

偏置的方向
不管是絕對指令還是增量指令,當G43被指定時,用H代碼指定的刀具長度補償量(設定在偏置存儲器里)被加到由編程的移動指令指定的終點位置的坐標值上;當G44被指定時,從終點位置的坐標值上減去相同的值,產生的坐標值就成為終點位置。
省去軸的指令時,僅僅移動刀具長度補償量的值。
G43和G44是模態G代碼,在屬于同一組內的另一個G代碼使用前有效。

